Contaminated condensate – detection, segregation and recovery
There are many instances in the plant where contamination of condensate cannot be avoided. It is imperative that contaminated condensate is detected so that it does not,
– Mix with pure condensate streams
– Reach the boiler
Condensate contamination detection systems can be deployed to detect and segregate contaminated condensate, preventing it from mixing with pure condensate streams. Such systems comprise conductivity and pH sensors, a conductivity controller and two way valves. The sensors measure the conductivity and pH of condensate, the controller compares it with a set value and operates two way valves to segregate pure and contaminated condensate.
Figure 10: Condensate contamination detection system

Although contaminated condensate itself cannot be directly recovered to the boiler, it still contains valuable heat which can be utilised.
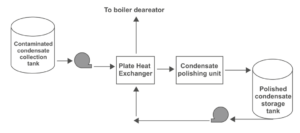
A good starting point is to evaluate applications/processes within the plant where hot water may be required and assess the suitability of using contaminated condensate directly in such applications. For example in textile plants, condensate from caustic recovery multiple effect evaporators which contain traces of caustic can be easily used in the merceriser for hot wash, thereby reducing the energy requirement for hot water generation as well as fresh water consumption. When such applications where contaminated condensate cannot be directly used, it is possible to recover the heat using a simple heat exchanger. Additionally the water can also be treated through a condensate polishing unit and recovered.
For example, a combination of plate heat exchanger and polishing unit can render this contaminated condensate useful as boiler water (see schematic). Thus both heat and mass of the contaminated condensate are recovered.